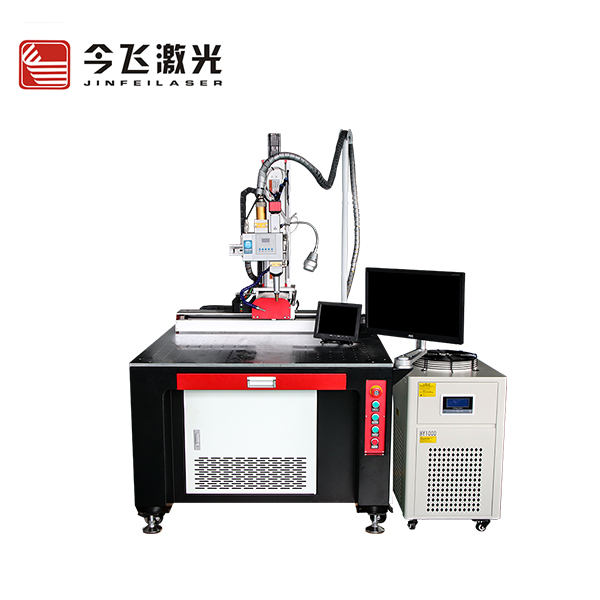








金屬激光焊接機(jī)激光焊接解決方案
來(lái)源:未知 日期:2023-11-15
與傳統(tǒng)的焊接方法相比,金屬激光焊機(jī)激光焊接具有許多優(yōu)點(diǎn),包括:
1、非接觸式。激光焊接可以降低金屬零件的應(yīng)力。由于激光脈沖能量準(zhǔn)確、均勻,熱輸入也很小。
2、接頭質(zhì)量。激光焊接可以產(chǎn)生極強(qiáng)的焊接力,甚至達(dá)到氣密性。使用保護(hù)氣體,我們的機(jī)器可以控制變色和消除二次加工——實(shí)現(xiàn)市場(chǎng)準(zhǔn)備焊接外觀。
3、無(wú)填充物或耗材。激光焊接比其他方法需要更少的填充金屬,包括TIG、MIG和電弧焊、釬焊和硬釬焊。除了保護(hù)氣體,你不需要噴嘴,吸頭,電極,棒和其他消耗品。
4、易于自動(dòng)化。我們已經(jīng)將軟件控制的自動(dòng)化集成到我們的激光焊接機(jī)中-實(shí)現(xiàn)快速和可預(yù)測(cè)的參數(shù)變化。
5、靈活性。我們的焊接機(jī)的設(shè)計(jì),以適應(yīng)許多不同的零件尺寸和形狀,而光學(xué)配置允許在工作距離的變化。由于我們緊湊的頭部設(shè)計(jì)和光纖傳輸,機(jī)器人集成也是一個(gè)簡(jiǎn)單的過(guò)程。
金屬激光焊接方法:
1、熱傳導(dǎo)焊接。對(duì)于對(duì)接和搭接接頭,導(dǎo)電焊接將熔化的金屬熔池固定在移動(dòng)激光器的下方和后方。光束模式和焦距會(huì)影響焊縫的縱橫比,但一般來(lái)說(shuō),導(dǎo)電焊縫比小孔焊縫更寬、更淺。
2、鎖孔焊接。激光使材料汽化并熔化。在焊縫前面產(chǎn)生的等離子允許激光穿透更深。通過(guò)準(zhǔn)確控制激光的速度和能量,你可以制造出深而窄的焊縫,而不產(chǎn)生空洞。激光小孔焊接比導(dǎo)電焊接需要更高的功率密度。
3、激光點(diǎn)焊。該方法采用傳導(dǎo)焊接或激光小孔焊接技術(shù)。根據(jù)材料類(lèi)型、厚度和焊點(diǎn)尺寸,可以使用單脈沖、多脈沖或穿孔激光技術(shù)。